
س 1. ما هي مزايا وعيوب وصلات اللحام؟
مزايا الاتصال الملحوم: الهيكل البسيط ، عدم إضعاف قسم المكون ، سهولة المعالجة ، أنواع عديدة من طرق اللحام ، التشغيل التلقائي ، توفير الفولاذ ، الكفاءة العالية ، الصلابة العالية ، السلامة الجيدة ، وأداء الختم الجيد.
عيوب التوصيل الملحوم: يتغير الهيكل المعدني للفولاذ في المنطقة المتأثرة بالحرارة ، وتصبح المادة المحلية هشة ؛ يوجد إجهاد لحام متبقي وتشوه متبقي بعد اللحام ، مما يقلل من قدرة التحمل لعضو الضغط ؛ الهيكل الملحوم حساس للغاية للتشققات ، وبمجرد حدوث تشققات محلية ، يكون من السهل التوسع في الكل ، ويكون هشاشة البرودة المنخفضة أكثر وضوحًا.
س 2. تعريف العوامل المؤثرة في قابلية اللحام للفولاذ؟
تشير قابلية اللحام للفولاذ إلى الدرجة التي يمكن من خلالها لحام المادة بسهولة وتلبية الخصائص الهيكلية في ظل ظروف التصميم والتشغيل المناسبة. غالبًا ما تتأثر قابلية اللحام بعوامل مثل التركيب الكيميائي للفولاذ وطريقة الدرفلة وسمك اللوحة.
من أجل تقييم تأثير التركيب الكيميائي على قابلية اللحام ، يتم التعبير عنه عمومًا بواسطة مكافئ الكربون (Ceq). كلما كان حجمها أكبر ، كلما كانت قابلية اللحام أسوأ.
يمكن حساب قيمة مكافئ الكربون Ceq (النسبة المئوية) بالصيغة التالية:
![]()
س 3. ما هي أسباب إجهاد اللحام وتشوه اللحام وكيفية الحد منها؟
عملية اللحام للهيكل الفولاذي هي عملية تسخين وتبريد غير متساويين. أثناء اللحام ، تكون درجة حرارة اللحام ومحيطه عالية جدًا ، بينما لا يتم تسخين معظم المعدن الموجود في المسافة ، ويكون تمدد وتقلص المعدن الرئيسي غير متساوٍ.
بعد التبريد ، تحدث درجات مختلفة من الانكماش والضغط الداخلي (الطولي والجانبي) في اللحام ، مما يؤدي إلى تشوهات مختلفة في الهيكل الملحوم.
بشكل عام ، يمكن تقليل إجهاد اللحام وتشوه اللحام من جانبين من جوانب التصميم وتكنولوجيا المعالجة.
مقاييس التصميم: ترتيب موضع اللحامات بشكل معقول ؛ حدد حجم اللحامات بشكل معقول ؛ يجب أن يكون عدد اللحامات صغيرًا ، ويجب ألا يكون عدد اللحامات شديد التركيز ، وفي الوقت نفسه ، يجب تجنب اللحامات ثلاثية الأبعاد المتداخلة ؛ يجب تجنب إجهاد الانكماش في اتجاه سمك المعدن الأساسي قدر الإمكان.
إجراءات العملية: ترتيب تسلسل اللحام بشكل معقول ؛ اعتماد تشوه عكسي. يسخن قبل اللحام ويخفف بعد اللحام.

إجراءات العملية: ترتيب تسلسل اللحام بشكل معقول ؛ اعتماد تشوه عكسي. يسخن قبل اللحام ويخفف بعد اللحام.

س 4. طرق اللحام الشائعة للهياكل الفولاذية؟
تشمل طرق اللحام الشائعة المستخدمة في الهياكل الفولاذية اللحام اليدوي بالقوس ، واللحام بالقوس المغمور الأوتوماتيكي (أو شبه الأوتوماتيكي) ، واللحام المحمي بالغاز.
اللحام اليدوي بالقوس الكهربائي: بعد تشغيل الطاقة ، يتم إنشاء قوس لإذابة سلك اللحام في القطب الكهربائي والتنقيط في بركة الأخدود الصغيرة المنصهرة التي شكلها القوس على اللحام.
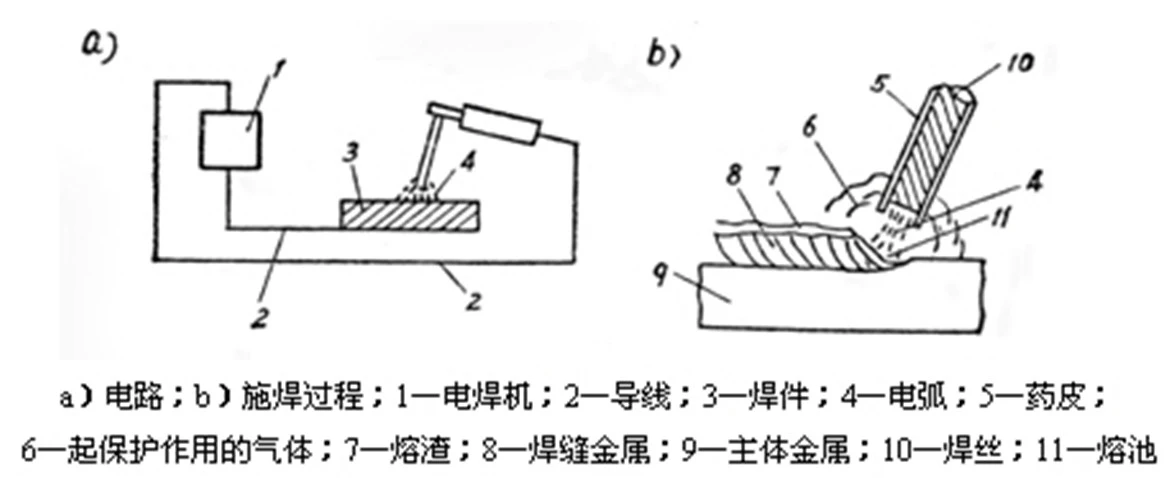
يغطي الخبث والغاز المتشكلان عن طريق طلاء الإلكترود البركة المنصهرة ، مما يمنع الهواء من ملامسة المعدن السائل المنصهر وتجنب تكوين مركبات هشة وقابلة للكسر.
اللحام بالقوس المغمور: طريقة لحام بالقوس الكهربائي يحترق فيها القوس تحت طبقة التدفق.
سلك اللحام غير مطلي بالطلاء ، لكن نهاية اللحام مغطاة بتدفق حبيبي يتدفق تلقائيًا لأسفل من رأس تسرب التدفق ، ويتم دفن القوس بالكامل في التدفق ، وتتركز حرارة القوس ، وعمق الاختراق يكون كبير. إنتاجية عالية مع جودة لحام جيدة وتشوه بسيط في اللحامات.

اللحام المحمي بالغاز: طريقة اللحام بالقوس التي تستخدم غاز ثاني أكسيد الكربون أو غاز خامل آخر كوسيط وقائي. الاعتماد على غاز التدريع لتشكيل طبقة حماية محلية حول القوس لمنع تسرب الغازات الضارة وضمان استقرار عملية اللحام.
قوة اللحام أعلى من قوة اللحام بالقوس اليدوي ، كما أن اللدونة ومقاومة التآكل جيدة. يصلح للحام في جميع الأوضاع ويوجد طرق للأمام والخلف.

س 5. موضع اللحام المشترك وشكل الوصلة وشكل الأخدود ونوع اللحام وكود شكل عقدة هيكل الأنبوب هي كما يلي:



س 6. عيوب اللحام الشائعة وأسبابها وطرق علاجها؟
تنقسم عيوب اللحام إلى ست فئات: الشقوق ، والتجاويف ، والشوائب الصلبة ، والانصهار غير الكامل ، والاختراق غير الكامل ، وعيوب الشكل.

التشققات: عادة ما تكون هناك شقوق ساخنة وباردة. الأسباب الرئيسية لحدوث التشققات الساخنة هي ضعف مقاومة الشقوق للمعادن الأساسية ، ونوعية مواد اللحام الرديئة ، والاختيار غير السليم لمعلمات عملية اللحام ، والإجهاد الداخلي المفرط للحام ؛
الأسباب الرئيسية لحدوث التشققات الباردة هي تصميم هيكل اللحام غير المعقول ، وتخطيط اللحام غير المناسب ، وإجراءات عملية اللحام غير المعقولة ، مثل عدم التسخين المسبق قبل اللحام والتبريد السريع بعد اللحام.
طريقة المعالجة هي حفر ثقوب مضادة للتصدع في طرفي الكراك أو إزالة معدن اللحام عند الكراك لإصلاح اللحام.
التجاويف: تنقسم عادة إلى نوعين: فتحات الهواء وفتحات الانكماش في الحفرة. الأسباب الرئيسية لتوليد المسامية هي الأضرار الجسيمة لطلاء القطب ، والقطب الكهربائي والتدفق غير مخبوزين ، والمعدن الأساسي به بقع زيت أو صدأ وأكاسيد ، وتيار اللحام صغير جدًا ، وطول القوس طويل جدًا ، وسرعة اللحام سريعة جدًا ، وما إلى ذلك. طريقة المعالجة هي المجرفة. قم بإزالة معدن اللحام عند المسامية ، ثم قم بإصلاح اللحام.

التجاويف: تنقسم عادة إلى نوعين: فتحات الهواء وفتحات الانكماش في الحفرة. الأسباب الرئيسية لتوليد المسامية هي الأضرار الجسيمة لطلاء القطب ، والقطب الكهربائي والتدفق غير مخبوزين ، والمعدن الأساسي به بقع زيت أو صدأ وأكاسيد ، وتيار اللحام صغير جدًا ، وطول القوس طويل جدًا ، وسرعة اللحام سريعة جدًا ، وما إلى ذلك. طريقة المعالجة هي المجرفة. قم بإزالة معدن اللحام عند المسامية ، ثم قم بإصلاح اللحام.
الأسباب الرئيسية لانكماش فوهة القوس هي أن تيار اللحام كبير جدًا ، وسرعة اللحام سريعة جدًا ، والقوس ينطفئ بسرعة كبيرة ، ولا تتم إضافة معدن الحشو بشكل متكرر إلى مكان إطفاء القوس. طريقة العلاج هي إصلاح اللحام عند فوهة القوس.

الشوائب الصلبة: هناك عيبان في إدراج الخبث وإدراج التنجستن. تتمثل الأسباب الرئيسية لإدراج الخبث في الجودة الرديئة لمواد اللحام ، وتيار اللحام الصغير جدًا ، وسرعة اللحام السريعة جدًا ، وكثافة الخبث العالية جدًا ، وإعاقة الخبث من الطفو ، ولا يتم تنظيف الخبث أثناء اللحام متعدد الطبقات. طريقة العلاج هي إزالته. ثم يتم إصلاح معدن اللحام الموجود في شوائب الخبث.
السبب الرئيسي لحدوث إدراج التنغستن هو أن قطب التنغستن على اتصال بمعدن البركة المنصهر أثناء لحام القوس بالأرجون. طريقة العلاج هي استخراج المعدن المعيب عند إدراج التنغستن وإعادة اللحام.


عدم الانصهار والاختراق: الأسباب الرئيسية هي أن تيار اللحام صغير جدًا ، وسرعة اللحام سريعة جدًا ، وفجوة زاوية الأخدود صغيرة جدًا ، وتكنولوجيا التشغيل ليست جيدة.
طريقة علاج نقص الانصهار هي إزالة معدن اللحام عند عدم الانصهار ثم إصلاحه باللحام.
طريقة المعالجة للاختراق غير الكامل هي أن الجانب الفردي للهيكل مع الانفتاح الجيد لا يتم اختراقه ، ويمكن إصلاح اللحام مباشرة على الجزء الخلفي من اللحام.
بالنسبة لعمليات اللحام المهمة التي لا يمكن إصلاحها مباشرة عن طريق اللحام ، يجب إزالة معدن اللحام غير المكتمل وإعادة لحامه.

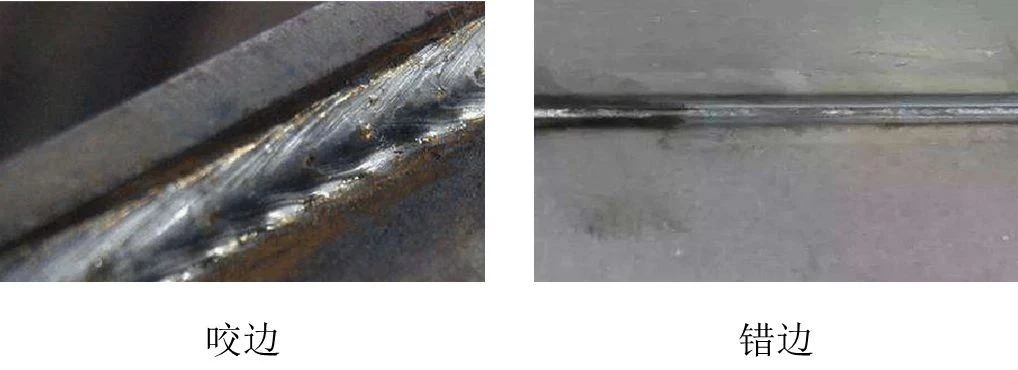
عيوب الشكل: بما في ذلك التقويض ، حبة اللحام ، الركود ، انكماش الجذر ، المحاذاة غير الصحيحة ، انحراف الزاوية ، اللحام فائق الارتفاع ، عدم انتظام السطح ، إلخ.
س 7. التدابير الشائعة لمنع تمزق الصفائح؟
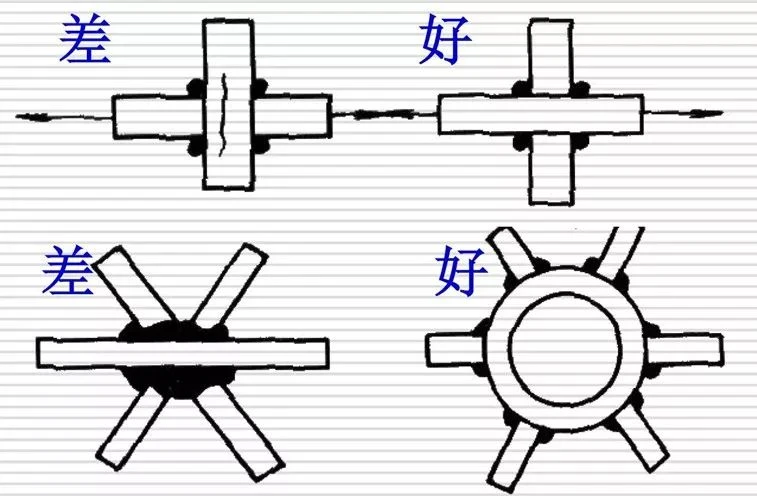
في الوصلات على شكل حرف T ، على شكل صليب وشرائح ، عندما لا يقل سمك لوحة الحافة عن 20 مم ، من أجل تجنب أو تقليل إجهاد انكماش اللحام الكبير في اتجاه سمك اللوح المعدني الأساسي ، هيكل المفصل التالي يجب اعتماد التصميم:
في حالة استيفاء متطلبات عمق الاختراق وانضغاط اللحام ، يجب اعتماد زاوية أخدود اللحام الأصغر والفجوة (أ) ؛
في مفاصل الشرائح ، يتم استخدام أخدود متماثل أو أخدود (ب) منحاز نحو الصفيحة الجانبية ؛
استخدام اللحام المتماثل المائل على الوجهين بدلاً من اللحام غير المتماثل أحادي الجانب (ج) ؛
في مفصل على شكل حرف T أو فيليه ، تبرز نهاية اللوحة المعرضة لضغط شد اللحام في اتجاه سماكة اللوحة من منطقة اللحام المشتركة (د) ؛
في الوصلات على شكل حرف T وصليب الشكل ، يتم استخدام أقسام الانتقال من الصلب المصبوب أو الصلب المطروق لاستبدال المفاصل على شكل حرف T والصليب (هـ ، و) بمفاصل تناكبية ؛

قم بتغيير اتجاه القوة لمفصل اللوح السميك لتقليل الضغط في اتجاه السماكة ؛

بالنسبة للمفاصل تحت الحمل الساكن ، بشرط استيفاء متطلبات حساب قوة المفصل ، يتم استبدال لحامات أخدود الاختراق الكامل بلحامات تناكب وشرائح مع تغلغل جزئي.

س 8. طريقة فحص جودة اللحام؟
عندما يتم فحص اللحام بعد اللحام ، يجب إجراء فحص المظهر أولاً ، ويجب استخدام العين المجردة أو العدسة المكبرة لملاحظة ما إذا كان هناك أي عيوب ، مثل التقويض ، والحرق ، والاختراق غير الكامل ، والتصدع ، والحافة الخاطئة ، السرير ، وما إلى ذلك ، وتحقق مما إذا كان حجم اللحام يتوافق مع المتطلبات.
عادة ما يتم الكشف عن العيوب داخل اللحام بالموجات فوق الصوتية. المبدأ هو استخدام الطاقة فوق الصوتية للانتشار داخل المعدن ، وسيحدث مبدأ الانعكاس والانكسار عند مواجهة واجهة الوسيطتين لفحص العيوب الداخلية للحام ، ويمكن الحكم عليها وفقًا لشكل الموجة. وجود عيوب ومواقع عيوب.
نظرًا لوجود سطح عاكس بين المسبار وقطعة الاختبار ، يجب تطبيق أداة التوصيل على سطح اللحام أثناء الفحص بالموجات فوق الصوتية ، ولا يمكن للموجات فوق الصوتية تحديد نوع وحجم العيب.
يستخدم الاختبار غير المتلف أحيانًا للفحص الشعاعي. هناك نوعان من الفحص بالأشعة السينية والفحص بالأشعة. المبدأ هو أنه عندما يمر الشعاع خلال اللحام الذي تم فحصه ، إذا كان هناك عيب ، فإن توهين الشعاع الذي يمر عبر العيب يكون صغيرًا ، وبالتالي يكون الفيلم الحساس للضوء على ظهر اللحام أقوى ، وبعد غسل الفيلم. ، سيتم عرضه على العيب. تظهر بقع أو خطوط سوداء.
وقت تشعيع الأشعة السينية قصير ، والسرعة سريعة ، والمعدات معقدة ، والتكلفة مرتفعة ، وقدرة الاختراق صغيرة ، وسماكة اللحام المراد اكتشافه أقل من 30 مم. معدات الفحص بالأشعة السينية خفيفة وسهلة التشغيل ولها قدرة اختراق قوية.
س 9. ما هو أساس الحكم على النتائج أثناء فحص العينات؟
عندما يكون المعدل غير المؤهل لعدد اللحامات في فحص العينات أقل من 2 في المائة ، تكون دفعة القبول مؤهلة ؛
عندما يكون المعدل غير المؤهل لعدد اللحامات في فحص العينات أكبر من 5 في المائة ، تكون دفعة القبول غير مؤهلة ؛
بالإضافة إلى الحالة الواردة في الفقرة الخامسة من هذه المقالة ، عندما يكون المعدل غير المؤهل لعدد اللحامات في فحص أخذ العينات هو 2 في المائة إلى 5 في المائة ، يجب مضاعفة فحص أخذ العينات ، وخط تمديد خط اللحام على كليهما يجب إضافة جوانب الجزء الأصلي غير المؤهل. عندما لا يزيد المعدل غير المؤهل في التماس عن 3 بالمائة ، يكون قبول الدُفعة مؤهلاً ؛ عندما تكون أكبر من 3 في المائة ، يكون قبول الدُفعة غير مؤهل ؛
عندما يفشل قبول الدُفعات ، يجب فحص جميع اللحامات المتبقية للدُفعة ؛
إذا تم العثور على عيب صدع واحد في الفحص ، فيجب إجراء فحص النقطة المزدوجة. إذا لم يتم العثور على عيب صدع في لحام فحص البقعة المزدوجة ، فيجب قبول قبول الدُفعة ؛ إذا كانت مؤهلة ، يجب فحص جميع اللحامات المتبقية في الدفعة.
س 10 ما المواقف التي يجب أن تمر عبر تأهيل إجراءات اللحام؟
بالإضافة إلى الشروط المستثناة من التقييم في الكود الوطني لحام الهيكل الفولاذي ، فإن الفولاذ ، ومواد اللحام ، وطرق اللحام ، وأشكال الوصلات ، ومواضع اللحام ، وأنظمة المعالجة الحرارية لما بعد اللحام ، ومعلمات عملية اللحام ، وإجراءات التسخين المسبق وما بعد التسخين المعتمدة من قبل وحدة البناء لأول مرة وفقًا لشروط الجمع بين هذه المعلمات ، يجب إجراء تقييم إجراءات اللحام قبل تصنيع وتركيب المكونات الهيكلية الفولاذية.



